|
Historisk ”final” vid
Lesjöfors bruk:
Näst sista jobbet i
gamla gjuteriet!
”Ruskigt rökig arbetsplats”
-men vilka anor den har!
Mästerliga arbeten utförda
(Från Filipstads
Tidning torsdagen den 29 maj 1969)
Den näst sista gjutningen i det
gamla gjuteriet vid Lesjöfors bruk hölls igår, onsdag, då Larry Henningsson och
Bert Nilsson göt 12 stycken kokiller avsedda för stålverket och några mindre
specialgjutningar i mindre flaskor. – Egentligen var det meningen att gårdagens
gjutning skulle vara den absolut sista, men nu kommer arbetet att pågå i ännu
fjorton dagar, säger Eric Rudberg. Då gör vi också några specialgrejor – en
avslutningstavla eller liknande. Ett hundratal år har Lesjöfors haft eget
gjuteri. Tidigare utfördes gjutningar i samband med utslagen i Dalkarlssjöhyttan
där Lesjöfors var delägare. Man känner till att bl.a. spiselhällar och grytor
gjutits vid ”Hötta”.
Sedan Dalkarlssjöhyttan nedlades 1859 – efter tvåhundraårig
drift – blev det aktuellt med eget gjuteri som kunde underhålla Lesjöfors
hammarverk och smedjor med erforderliga maskindelar. På den vägen har sedan
produktionen vid gjuteriet gått. En eller annan avgjutning för avsalu har
utförts, men i stort sett har de egna verken slukat hela gjuteriproduktionen.
Från tiden vid Dalkarlssjöhyttan kan nämnas gjutaren Jacob
Larsson, morfar till ugnskolarmästaren Karl Sjövall. Larsson flyttade efter
Dalkarlssjöhyttans nedläggande till Lesjöfors.
Den tekniskt skicklige
gjutmästaren E. J. Eriksson – fader till gjutmästaren Carl J. Malmqvist – satte
i många år sin prägel på gjuterirörelsen vid Lesjöfors. Han funderade ut en del
hemligheter som han på den tidens sed höll för sig själv och följden blev att
hans tjänster måste tas i anspråk om det uppstod problem.

Påfyllningen av smältugnen i
gjuteriet sker för hand
sedan materialet via en hiss uppforslats till ugns-
kransen. Bert Nilsson t.v. och Larry Henningsson.
Eriksson blev också flera gånger utsänd som expert till bl.a.
Degerfors och Hofors om vilket förre gjutaren Karl Bergkvist berättar så här:
Det göts kokillhärdade valsar på
bruken men valsspåren blev för hårda i ytan och valsarna sprack när de satte in
och man började valsa. Eriksson smälte då om samma järn med sin specialtillsats
och då höll valsarna för påfrestningen. Eriksson var mycket skicklig för sin
tid.
- Sonen Carl Malmqvist – han tog sig det namnet då det var
många som hette Eriksson på bruket – fick lära av sin far och blev gjutmästare,
som han var när jag började i gjuteriet 1929. Vi gjorde kokillhärdade valsar
till både finverket och grovverket och götvalsverket. All metall till lager
gjöts även och så gjorde vi stora glögdpannor till tråddrageriet i vilka de
glödgade tråden under långsam uppvärmning.
- En betydande tillverkning för tråddrageriet var de
tackjärnsskivor – stora, dubbelradiga, med fjorton hål, och enkelradiga med 6 –
7 hål – som användes för tråddragning ned till 1,5 mm (Österbybänken) och upp
till 3,75 mm. Allt maskingods till bruket gjorde vi. Alla rallvagnshjul
tillverkades också. Till någon del förekom beställningsgods.

Olle
Stjärngren, tekniskt skicklig handformare, sysslar med "en tavla"
som skall framställas sedan han först gjutit en form i tackjärnet. Den
färdiga produkten skall framställas i stål.
Kranskänk och bärskänk
- På den gamla tiden hade vi en stor kran som drogs med
dubbla vevar för hand och med den manövrerade vi stora kranskänken när det
förekom större gjutningar som kugghjul – stora svänghjulet till valsverket som
dock hade träkuggar – och valsar. De senare grävdes ner i marken på ända och
gjutningen skedde från den uppåtstående delen. För mindre detaljer hade vi
bärskänkar – som bars av två eller fyra man, och så förekom ju gjutskopor.
Kranskänken rymde ett ton järn – på en gjutning gick det 8 – 9 ton.
- På den tiden var arbetet tungt
och mycket rökigt men det blev bättre sedan vi fick en taktravers och förbättrad
lokal då vi till en del blev av med röken och gaserna. På slutet som jag
arbetade – Karl är nu pensionär – förekom inga valsgjutningar, både valsar och
metallgods började man köpa in, det skedde i samband med att Malmqvist slutade
som gjutmästare.
På tal om Malmqvist, så vill vi dra en historia om hans far,
E. J. Eriksson, som var ”husbonn” i gjuteriet, även sedan hans son övertagit det
formella ansvaret. Eriksson var en stolt yrkesman, som inte gärna såg att någon
blandade sig i hans göranden, och när ing. H. såg sig föranlåten att framhålla
sina synpunkter, blev han helt sonika utkastad med kommentaren ”att sådana
springpojkar behöver vi inte på den här avdelningen”.
Bara kokillgjutning
På avdelningen, gjuteriet, arbetar sedan tre veckor bara två
man, då Olle Stjärngren flyttats över till stålverket. Larry Henningsson och
Bert Nilsson sköter nu ensamma förberedelserna för varje gjutning. Då får de
dock hjälp och på onsdagen var dels Olle, dels gamle gjutaren Ferdinand
Bergqvist på plats tillsammans med persbergsynglingen Leif Granberg. Den senare
ansåg det vara en ruskigt rökig arbetsplats, vilket nog är riktigt, då själva
gjutningen i stort sett går till på gammaldags vis och röken från gjutskänken
och gjutflaskorna, som innehåller kokiller till stålverket, sprider sig snart i
hela lokalen.

I
modellboden - det gamla träkolsmagasinet - beser gjuteriets
personal den stora mängd av modeller som samlats under avdelningens
hundraåriga
verksamhet. Fr.v. Larry Henningsson, Eric Rudberg och Bert Nilsson.
- Avdelningschefen, ingenjör
Eric Rudberg berättar, att man de sista två åren i stort sett endast gjutit
9-tons kokiller för eget bruk. De väger vardera 610 kg och 12 kokiller gjuts
ungefär var åttonde dag. – För fem år sedan hade vi skiftgång tio man tvåskift,
berättar Bert Nilsson (även känd som bandyspelare av allsvensk elitklass). Själv
har Bert tio år i yrket då han blev gjutlärling direkt efter skolans slut.
- Då göt vi valsar och maskingods som behövdes för brukets
egen drift och så var det stålgods som skulle till stålverket. De största
gjutningarna vi hade var götvalsgjutning: de vägde vardera 3,5 ton.
När Lesjöfors gjuteri nu läggs ner kommer kokiller till
stålverket att inköpas från andra gjuterier. Redan tidigare har Lesjöfors AB
inköpt valsar och annat gjutgods utifrån.

Ved och koks bränslematerial
Systemet med tusentals modeller – förfärdigade av skickliga
modellsnickare, Norling, Stolpe m.fl., får vi en inblick i då ingenjör Rudberg
tar oss med till modellboden, som är inrymd i det gamla träkolshuset. Kugghjul
och trillor, svänghjul, valsar i många dimensioner och otaliga modeller till
maskindelar har här sparats. Någon större glädje av dem i framtiden har man väl
inte, fast ett visst museivärde har de förstås.
Sedan gjutformar i sand tillverkats med hjälp av modellerna
är det klart att elda upp gjutugnen som tändes med ved och sedan varvas med koks
och gjutjärn – men det duger inte bara med gamla symaskiner, det måste vara rätt
avvägning av det tackjärn som smältes ned, säger Rudberg.
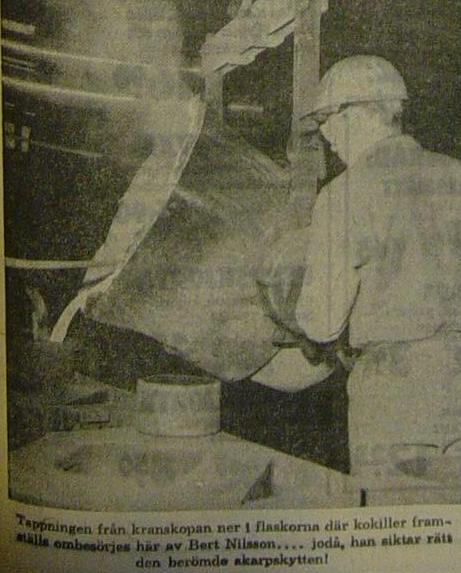
Smältan som börjar bubbla och
koka har bevakats av Bert Nilsson och när han ger tecken slår Henningsson hål i
ugnens botten och det vitvarma järnet rinner ner i skänken. Med traversens hjälp
tappar sedan Bert smältan ner i ett par av kokillflaskorna innan det är dags för
ny påfyllning från ugnen. Denna hade Larry täppt igen med hjälp av en lång
järnstång på vilken en murtapp var fästad.
”Dagen efter” en gjutning slås flaskorna isär, vilket ibland
kan vara besvärligt och så tillkommer problemet att spetta loss kärnan, tappen i
botten; gjutningen sker ju underifrån då det smälta järnet får rinna ner i
flaskornas botten och sedan stiger järnet vid gjutningen uppåt. Sanden bredes
sedan ut över gjutgolvet och kyles ner med vatten – och sedan är det bara att
börja om från början igen med att forma till nya gjutflaskor…
Will.
|